����MoldFlow���ջ�ƿ�wע�ܼӹ���ˇ����
���ٙ�Ŀ��ܛ���_�lՓ�� �l�����ڣ�2011-05-25 08:36 ��ȣ�
�����D51�������W��
����3.4�����Y��
������1������r�g��
�������r�g1.236�룬��D6��ʾ���Dz�ͬ�ɫ��ʾ����ǰ�h���_ԓλ������ĕr�g��
�������ڶ���ǻ�IJ�������ȫ���Q�ģ���ˣ������^���и���ǻ��ƽ���Կ��Եõ����C��
�����ĈD6��߀���Կ�������ǻ������Ҳ����ƽ�⡣
������2������ǰ�ضȷֲ���
�����D7��ʾ�������Ӝضȷֲ���r�����У���͜ضȞ�112�ȣ����F��ƿ�w���B�Ӳ��֡����ϵ�ֹ���ض�112�ȣ���ˣ����п��ܳ��F����F�����܉��㏊���M������ǻ��������λ�ĮaƷ�|��Ҳ�o���õ����C����Ҫԭ�������B�Ӳ�λ��С�ں�ֻ��0.15mm�����zͨ�^�r�����pʧ�^��
����
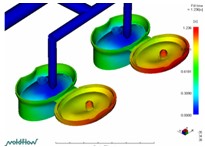
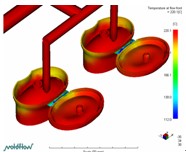
�����D6���r�g �D7�ضȷֲ�
������3��������r�̣�
������������ע�䉺����62Mpa�����F��0.8�����zͨ�^�B�Ӳ�λ�r����D8��ʾ��
������4���D�Q�r�̉����ֲ���
���������pʧ��Ҫ���F���B�Ӳ�λ����D9��ʾ�������ݶȴ�������K�aƷ���|����
����
�����D8������r�̈D9�D�Q�r�̉����ֲ�
������5�������
������D10��ʾ�ĈA�c����ݿ����γɵĵĵط����ֶ��ڮaƷ��ĩ�ˣ��������Ś⡣
������6���۽Ӿ�
����ԓ�aƷ����Ҫ�۽Ӿ����ܳ��F����D11��ʾ�ĺ�ɫ������λ��A�^��ij��͜ض������½������ܕ��γɿ�Ҋ�۽Ӿ���
����
����
�����D10����λ�ÈD11�۽Ӿ�
������7�����Y���r�������ʷֲ�
�����aƷ���Y���r�̕r���B�Ӳ��ֵ����̌����_50�����ϣ����w�����^�y������������D12��ʾ��
������8���w�e�տs��
������D13��ʾ�����w�����w���տs�ʇ��ز�������Ҫԭ���ǮaƷ�Y����ɵġ����]�����w�տs���m���^��������c�����Կ��]�ߴ�s���M�н�Q��
����
�����D12�����ʷֲ��D13�w�e�տs��
������9���iģ�������̕r�g
������D14��ʾ������iģ��115ton�����aƷ�������ڴ���11�����ң����ڲ�λ�����s����D15��ʾ��
����
�����D14�iģ���D15���̕r�g
����
����4�YՓ
���������Ϸ����Y�����Եõ���ԓ�aƷ������}���B�Ӳ��ֵıں��^�����̎0.15mm����ԓ��λ���͜ضȽӽ����z�IJ����Ӝضȣ�����^�����y���aƷ�|���y�Եõ����C�����������Y������ͨ�^������z�B��̎�r���������ʻ��m�������B��̎��ȁ���Q�ˆ��}
���������īI
����[1]���_������.���ϳ���ģ��.�������Ї��p���I�����磬1982.
����[2]���l�|��ꐽ���ע�ܳ���CAE���g��Ӌ��C�o���OӋ�c���죬60-62��No.3��2002
����[3]���V˼��ע�ܳ��ͼ��g���Cе���I������
����[4]��֥��Ӌ��C�o������(CAE)�ĬF�ں�δ����Ӌ��C�o���OӋ�c���죬2000(6)
�����}������MoldFlow���ջ�ƿ�wע�ܼӹ���ˇ����
�D�dՈע�����ԣ�http://www.56st48f.cn/fblw/dianxin/ruanjiankaifa/9098.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
�����ϢՓ�ķ���
���ܿƌW���gՓ�� �V���ҕՓ�� ��늼��gՓ�� Ӌ��C��Ϣ����Փ�� Ӌ��C�W�jՓ�� Ӌ��C����Փ�� ͨ��Փ�� ��Ϣ��ȫՓ�� ��ӑ���Փ�� ��Ӽ��gՓ�� �����t�W����Փ�� ܛ���_�lՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^