����ʽ���D(zhu��n)���U���O(sh��)Ӌ
���ٙ�Ŀ���C(j��)еՓ�� �l(f��)�����ڣ�2011-04-03 08:12 ��ȣ�
����ժҪ������(j��)�ݼy�������췽���IJ�ͬ���O(sh��)Ӌһ����܇���N�������ǵ��ݼy���ɰ��b���N�ݼy��Ƭ�ĵ��U�����������D(zhu��n)ʽ���U��
�����������D(zhu��n)ʽ���U��������������ǔQ�_�������i�o��ĸ���������{(di��o)�Q�U�ĽǶȣ��ɼӹ���ͬ�������ǵ��ݼy���˵��U�����ӵ��ߏ�(qi��ng)�Ⱥ��g���в��ɹ��������ã���߄ڄ����a(ch��n)�ʣ����M(j��n)������һ�N��ӹ����ȣ����]��(j��ng)��(j��)�ɱ�����Ч�������O(sh��)Ӌ�а������x����ϣ��ӹ����N�ݼy�ķ�������(n��i)�ݡ�
�����P(gu��n)�I�~���ݼy�����U���O(sh��)Ӌ
����
�����ڬF(xi��n)�����a(ch��n)�У��C(j��)е�����dz���Ҫ�����ã��ĸܗU����݆�����ؙC(j��)����܇�������C(j��)����(n��i)ȼ�C(j��)���p�x�C(j��)���C(j��)�����ȣ����f���C(j��)е���M(j��n)������(bi��o)־�����a(ch��n)���IJ���l(f��)չ��Ҫʹ�ÙC(j��)е����Ҫ������(chu��ng)�£���ԭ�еĻ��A(ch��)���M(j��n)�и����Ը��õ��m�ϬF(xi��n)���ӹ����g(sh��)��Ҫ��
����܇���ݼy��܇���ӹ���һ�N��õļӹ��������ݼy܇��������Ҫ����.�@��һ�N�ó��ε���܇���ϵ����c����֮�g��Ҏ(gu��)�ɵ������\�ӣ����ڹ���������ȥ���٣��Ƴ������ݼy�ķ������ݾ���0.80mm���ϵķǴ�Ӳ���ϵĸ��N�ݼy,������܇�������@��,�چμ�,С�����a(ch��n)�Б�(y��ng)�ÏV����
������һ���O(sh��)ӋĿ��
�������A�������ۇ����x���ԣ��C(j��)е���I(y��)�dz����1915�꣬�҇��ĵ�һ�_܇�����Ϻ��ز��C(j��)���S���Ƴɹ���1947���g�҇����ЙC(j��)�����f���_����(d��ng)�rʹ�õ��ǹ���䓵��ߣ������ٶȺܵ͡�
�����ڬF(xi��n)�������O(sh��)�����A�Σ��C(j��)е�ИI(y��)�����M(j��n)��������M(j��n)���g(sh��)�еõ����M(j��n)һ���İl(f��)չ�����c���H�W(xu��)�g(sh��)�M���W(xu��)�߽�������У����M(j��n)���҇��������g(sh��)ˮƽ���M(j��n)һ����ߡ�
�����S�����a(ch��n)���IJ���l(f��)չ�����N���M(j��n)�C(j��)���Įa(ch��n)����һЩ���߲����܉�M��ӹ��|(zh��)����Ҫ����Ҫ���µ��ߡ����ߵĸ����ڙC(j��)е�ӹ��ИI(y��)�������ܴ�����á�
�����˴��O(sh��)Ӌ����ҪĿ������ߵ��ߵď�(qi��ng)�ȩp���ȩp�����p��ĥ�ԩp��ӹ�Ч�ʺͽ��ͼӹ��ɱ��ȷ������֣����쵶�ߣ��m��(y��ng)�F(xi��n)�����ӹ����g(sh��)���|(zh��)����Ҫ���κε��ߵĸ��M(j��n)���Ǟ錍�F(xi��n)ij�N���ܶ��O(sh��)Ӌ�����ġ�
����������Ҫ�O(sh��)Ӌ�ݼy܇���������D(zhu��n)ʽ���U��
�����������ݼy�ӹ������ĸ��M(j��n)
�����S��������x�İl(f��)չ���������ӹ����g(sh��)�õ����w�S�l(f��)չ���S���C(j��)���IJ�����M(j��n)���ӹ�Ҫ�����ߣ����ߵ�����Ҳ��Ҫ���M(j��n)��
���������ӹ���ָ���õ����г����ӹ��������IJ��ϵķ��������ӹ�������ܫ@���^�ߵijߴ羫���c�����|(zh��)�����ǙC(j��)е����I(y��)��������ļӹ��������ڇ���(j��ng)��(j��)��ռ����Ҫ��λ��
�����������D(zhu��n)���U����܇�����y(t��ng)���U�Ļ��A(ch��)�ϣ������U�M(j��n)�и��M(j��n)��������(qi��ng)���U�ď�(qi��ng)�Ⱥ͏��ԣ�
�������U���^��������ᔣ����Ե��U�������ף��_�ڷ��ף�����ĸ�M�ɡ����U�����b��Y(ji��)��(g��u)�����m��(y��ng)����ͬ�������ǵ��U���ڏ��Ե��U�У��b�Ѓɂ��_�ڏ����ף����Ա��C���U�����U�r�����Ą��Ժ͏��ԣ�ʹ�����r���С������5�ڂ�(c��)���_һ�ڣ���(d��ng)�����_������ᔉ��o�r�����Ե��U�Ͳ����D(zhu��n)�ӣ����_������ᔺͿ����{(di��o)���c�U������������(y��ng)�ĽǶ�
����܇�ݼy���M(j��n)�o�������ķN,���w�����±�:��
����1.܇���������ݼy
���������ݼy�ӹ������ܶ࣬܇���^�����¡�
������1���������ݼy�ӹ����ȵȼ���һ����������Ϟ�45̖䓣����ȼ����Ȟ�������ݾ���2.5����
����1���x��������ߣ���܇�x��Ӳ�|(zh��)�Ͻ��ݼy܇�������Ч�ʣ���܇�ݼy�x�ø����܇�������ɵ��U���ʹ�ã��ݼy�ļӹ����ȡ�
����2��У�����߰��bλ�ã�
��������A��������(zh��n),�����ΘӰ�У���ݼy܇�������_�ԡ�
�����������S����β����Ͳ��(n��i)У���ݼy܇�������_λ����
����3���{(di��o)��܇�������g϶�^�����a(ch��n)��“�е�”��“����”�F(xi��n)���g϶�^�o���������`����װl(f��)�����ϣ����{(di��o)��܇�������g϶Ҫ�m��(d��ng)��
����4���_��������������Ӳ�|(zh��)�Ͻ�܇����܇�r��v=60-90m/min,t=0.4-0.6mm,�ø����܇����܇�r,v=5-6m/min,t=0.05-0.07mm.
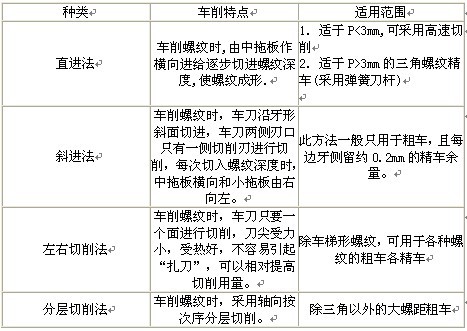
����5���x���M(j��n)�o����������(j��)�ݾ�Ĵ�С���ݼy���ǁ��x��.��܇�r������б�M(j��n)��܇������܇�r�����������M(j��n)��܇����
����6���x����s����Һ������(j��)���ӹ���������x�����������Һ��
����7����܇�c��܇����܇�����Ч�ʞ�����ÿ߅���µ�����0.2-0.3mm,��܇����߱����|(zh��)����,��ÿ߅���µļӹ������������ȥ,����a(ch��n)��”�е�”�F(xi��n)��.
����9)�íh(hu��n)Ҏ(gu��)����ᘙz��ݼy�ĺϸ��ԡ�
������2�������ݼy�ļӹ�
����܇����(n��i)�ݼy�r����܇��������(x��)�L�����Բ��м�����ų�������Һ���ם���Ͳ������^���ԭ��܇�����ݼy���y�öࡣ��(n��i)�ݼy܇������ĥ�r����Ҫĥ�����_�ĵ�����ⲻ��ʹ�Ã������еČ��Q���ľ���ֱ����t��܇���r�����F(xi��n)���U���������F(xi��n)��
������(n��i)�ݼy��ͨ��ä���_�A�ף�܇��������ͬ��
�����׃�(n��i)�ݼy�ļӹ�����܇����(n��i)�ݼy֮ǰ���Ȱ��������A��(n��i)���漰��(d��o)��܇�ã�Ȼ�������ݼy܇��܇���ݼy��܇��(n��i)�ݼy���M(j��n)�������c���ݼy��ͬ�����M(j��n)���c�˵������෴��
����������(n��i)�ݼy�ļӹ���܇���r�����ϰ��ֱ����˵��������_����ĸ�Ą���ҪѸ�٣���t܇�����c��������ײ����¹ʣ���Ҳ�����^���^�磬����܇���������ݼy�L�ȣ����˱���^�c��(n��i)�ײ���ײ�����ڵ��U��������(n��i)�ݼy�L�Ș�(bi��o)ӛ�������܇�������cͨ�׃�(n��i)�ݼy��ͬ��
������������܇�������r�D�����ã������sС������܇�ݼyǰ�Ŀ���(y��ng)�ȹ��Q��(n��i)����Щ�������Ӌ��ɲ������¹�ʽD��=D-(1-1.05p)ʽ��p�ݾ࣬D���
����܇�����Խ��ٕr��D��=D-1.05p
����܇�����Խ��ٕr��D��=D-p
����2.܇���A�F���ݼy
����܇���A�F���ݼy�ķ����ܶ࣬�@���B�ɷN���ε�܇��������
�����������s��
����������Ͼ����^�ã����a(ch��n)�����^С�ĈA�F���ݼy�������s��܇�������ڴ������������Ԅӿv���ߵ���ͬ�r���л����քӾ����˵����@�N����Ҳ������܇�A�F���ݼy��
���������ÿ�ģ��
������܇����ģ�b�ã������л�����Ԅ��˵�܇���A�F���ݼy���@�N�����m���������a(ch��n)�����^�ߵ��ݼy����ӹ���
����(bi��o)�}������ʽ���D(zhu��n)���U���O(sh��)Ӌ
�D(zhu��n)�dՈע�����ԣ�http://www.56st48f.cn/fblw/ligong/jixie/8054.html
���P(gu��n)���}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:106
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ����W(xu��)Փ�Ŀ����õ�19��...�P(gu��n)ע:192
�y�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r�_Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
���H������Ҫ�˽�Ć��}����P(gu��n)ע:58
���������ܷ��u�Q���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������P(gu��n)ע:68
��(f��)ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)ӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C(j��)�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)ӋՓ�� �C(j��)еՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)